Harnessing the Power of Surplus Hydrogen Peroxide in Textile and Pulp Bleaching

Hydrogen Peroxide in Textile/Pulp Bleaching | Surplus Chemical Trading Advantages
Hydrogen Peroxide in Textile and Pulp Bleaching
Table of Contents
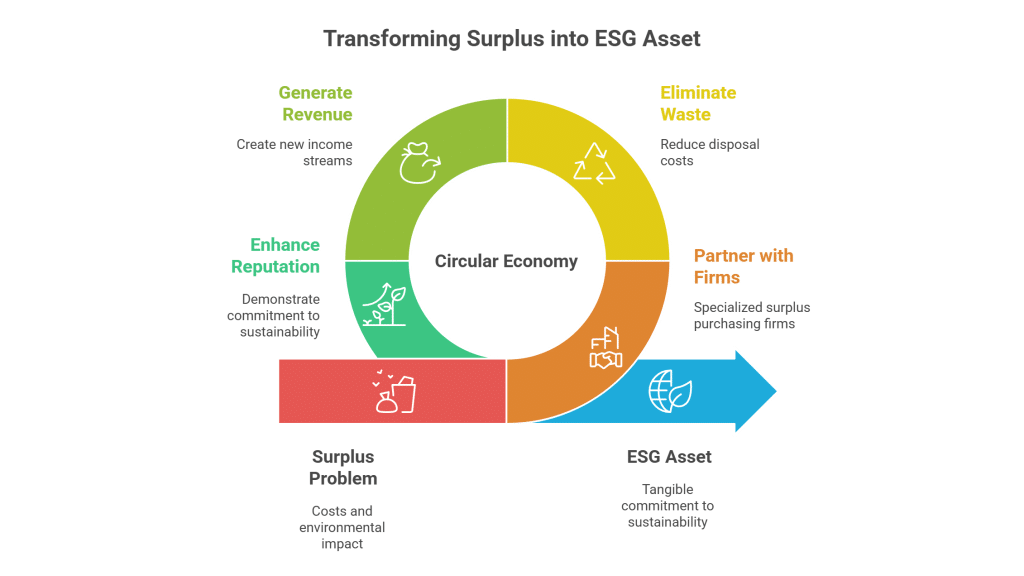
Transforming Surplus to Success: A Case Study in Textile Bleaching
In a notable instance, a leading textile manufacturer found itself with an excess supply of hydrogen peroxide due to an overestimation of their annual usage for pulp bleaching. Instead of letting the chemical deteriorate or incur costly disposal fees, the company opted to list its surplus on a specialized chemical trading platform. This not only freed up essential storage space but also converted a liability into significant revenue. The purchased chemical was seamlessly integrated into other bleaching processes, proving its high quality and consistency. Both the seller and the buyer reported enhanced operational efficiency, reduced environmental impact, and improved compliance with industry safety regulations, demonstrating the robust market potential for surplus chemicals in niche sectors.