Optimizing Surplus Calcium Acetate for the Food and Pharmaceutical Industry

Calcium Acetate is a versatile specialty chemical extensively used in both the food and pharmaceutical sectors. It functions as a stabilizer, preservative, and acidity regulator in food applications, as well as a critical phosphate binder in pharmaceuticals to prevent complications in kidney disease. This surplus inventory, when managed correctly, transforms excess stock into a valuable economic asset.
Calcium Acetate in Food & Pharma: Surplus Chemical Trading Opportunities
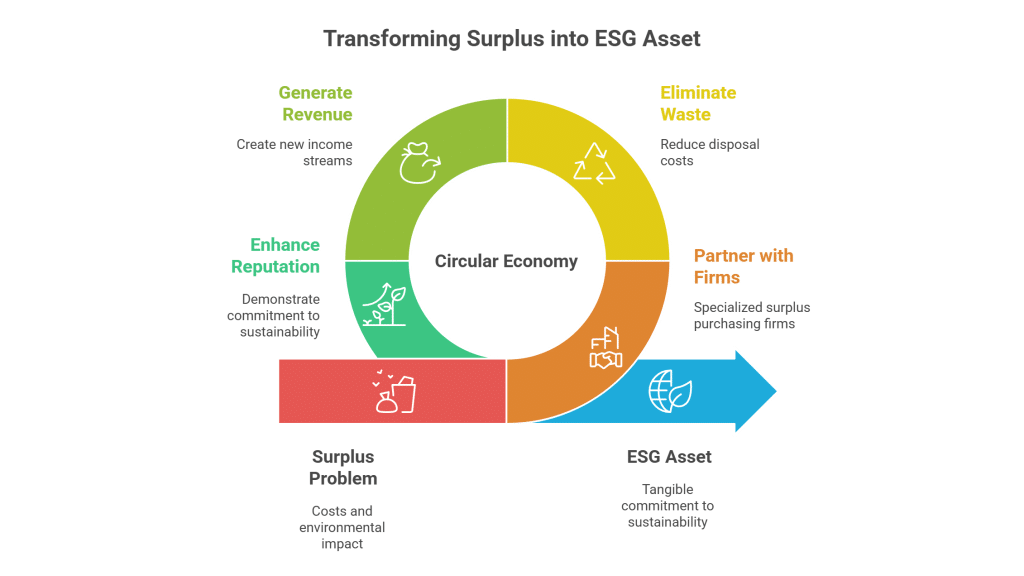
Engaging in the buying and selling of surplus Calcium Acetate delivers a double-edged value proposition. Sellers are able to recover costs, free up storage space, and avoid the high expenses associated with disposal, while buyers gain access to high-quality, cost-effective chemical supplies that support robust production and regulatory compliance. By turning surplus into a revenue opportunity, companies benefit economically and contribute to sustainability by reducing chemical waste and environmental impact.
Calcium Acetate Applications in Food and Pharma
Buyers of surplus Calcium Acetate enjoy cost savings, consistent quality, and a reliable source for chemicals that meet rigorous industry standards, ensuring uninterrupted production in both food processing and pharmaceutical manufacturing.
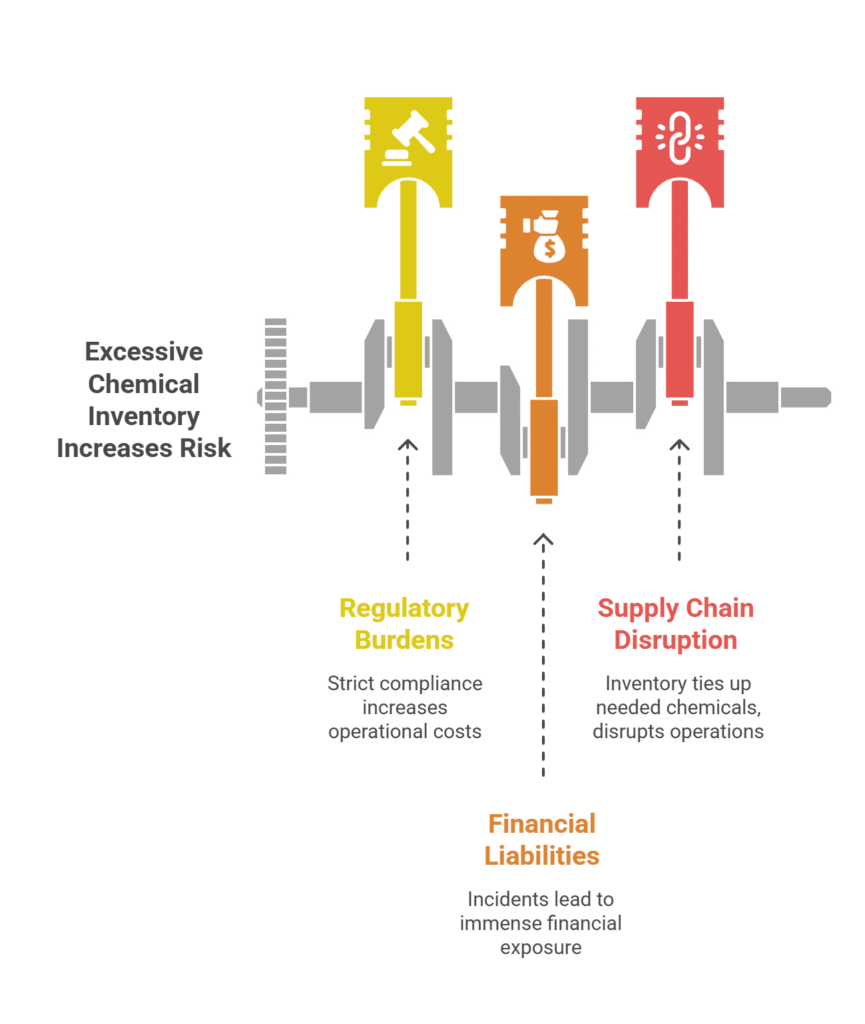
Sellers can convert surplus stock into immediate revenue, reduce storage and disposal costs, and demonstrate commitment to sustainable practices by minimizing hazardous waste and complying with regulatory guidelines.
Table of Contents
Transforming Surplus into Profit: A Calcium Acetate Success Story
A major pharmaceutical manufacturer found themselves burdened with surplus Calcium Acetate that was occupying excessive storage space and tying up capital. By collaborating with a reputable surplus chemical trading platform, they successfully converted dormant inventory into immediate revenue. This strategic move not only alleviated logistical challenges but also provided them with high-quality chemical supplies at competitive rates for ongoing production. The profits were reinvested into R&D initiatives, enabling the company to innovate new formulations while adhering to strict regulatory standards and promoting environmental sustainability.